
Технологии SHOT PEENING и PEEN FORMING

ТЕХНОЛОГИИ SHOT PEENING и PEEN FORMING это современные дробеструйные методы струйной обработки, которые широко применяются в аэрокосмической и автомобильной и других отраслях промышленности для снятия дефектов механической обработки, защиты от поверхностных усталостных напряжений, методом струйного воздействия дроби на поверхность обрабатываемой детали, а так же для пластичного изгибания поверхностей тонких листовых материалов.
Дробеструйный процесс «Shot peening» отличается от большинства мероприятий по защите поверхности, поскольку он приводит к изменению состояния поверхности металла.
 Технология дробеструйного процесса состоит в том, что поверхность обрабатываемых деталей подвергается ударам дробинок, движущихся с большой скоростью. Под действием ударов множества дробинок поверхностный слой деталей упрочняется , снимаются остаточные напряжения и дефекты механической обработки (заусенцы, полосы от фрезы и многие другие механические дефекты поверхности).
Технология дробеструйного процесса состоит в том, что поверхность обрабатываемых деталей подвергается ударам дробинок, движущихся с большой скоростью. Под действием ударов множества дробинок поверхностный слой деталей упрочняется , снимаются остаточные напряжения и дефекты механической обработки (заусенцы, полосы от фрезы и многие другие механические дефекты поверхности).
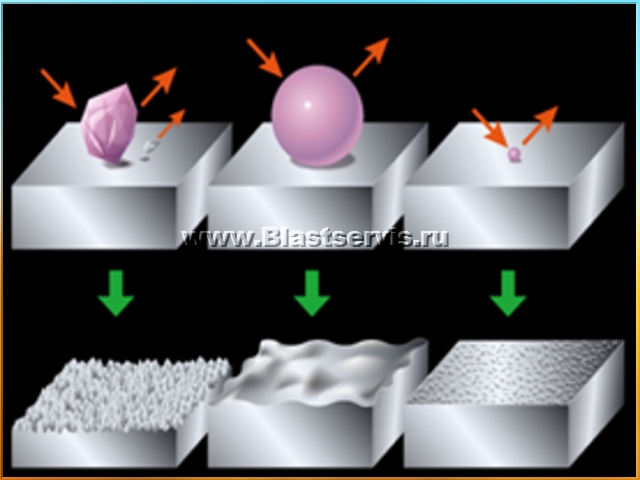
После дробеструйной обработки поверхность, преодолев границу эластичности, претерпевает пластичную деформацию на необходимую глубину, в зависимости от интенсивности проведенной дробеструйной обработки и прочности изделия. За пределами этой поверхностной зоны упрочнения, металл также испытывает деформацию, но тем не менее, остается эластичным, вследствие чего нижний слой противостоит постоянной деформации верхнего слоя. Эта сила, стремящаяся к высвобождению, создает напряжение сжатия. Удары дроби оказывают пластическое деформационное воздействие на поверхность металла и изменяют структуру зерна обрабатываемой детали, создавая в тонком поверхностном слое напряжения сжатия.
 Таким образом, дробеструйное упрочнение, направленное на получение размытой зерновой структуры поверхности металла, способствует снижению чувствительности к коррозионному и усталостному растрескиванию. Если на такой поверхности, прошедшей обработку «Shot peening» процессом образуются «питтинг», то можно ожидать растрескивание в чувствительном к этому виду разрушения материала в том случае, когда глубина проникновения коррозии превысит толщину поверхностного слоя, в котором созданы сжимающие напряжения.
Таким образом, дробеструйное упрочнение, направленное на получение размытой зерновой структуры поверхности металла, способствует снижению чувствительности к коррозионному и усталостному растрескиванию. Если на такой поверхности, прошедшей обработку «Shot peening» процессом образуются «питтинг», то можно ожидать растрескивание в чувствительном к этому виду разрушения материала в том случае, когда глубина проникновения коррозии превысит толщину поверхностного слоя, в котором созданы сжимающие напряжения.
 В результате полученного так называемого «наклепа» пределы прочности, твердости и выносливости поверхностного слоя обработанной детали повышаются. А так же повышаются устойчивость к коррозии и коэффициент трения.
В результате полученного так называемого «наклепа» пределы прочности, твердости и выносливости поверхностного слоя обработанной детали повышаются. А так же повышаются устойчивость к коррозии и коэффициент трения.
Дробеструйное упрочнение обычно является конечной технологической операцией, ей подвергают детали, прошедшие механическую и термическую обработку. Однако эта технология дробеструйного упрочнения может быть применена повторно, например при капитальном ремонте ответственных деталей механизмов.
Применение данного дробеструйного метода особенно эффективно для упрочнения поверхности деталей, подвергнутых закалке с нагревом ТВЧ, цементации, охлаждению деталей в среде гликоля, в том числе и с добавлением жидкого азота, поскольку термическая обработка приводит к изменению пороговых напряжений и морфологии трещин.
 Баланс между двумя противостоящими силами, создающими поверхностное напряжение в упрочненной зоне и нижней эластичной зоне металла значительно увеличивает срок службы обработанных такой дробеструйной технологией деталей.
Баланс между двумя противостоящими силами, создающими поверхностное напряжение в упрочненной зоне и нижней эластичной зоне металла значительно увеличивает срок службы обработанных такой дробеструйной технологией деталей.
Кроме того дробеструйная обработка, создает упрочнение сварного шва и околошовной сварной зоны, что в разы повышает долговечность сварных соединений, особенно работающих в условиях тряски, вибраций, практически полностью убирает разупрочняющее влияние отпуска, которому подвергаются сварные швы для снятия термических напряжений. Помимо упрочняющего эффекта, дробеструйная обработка очищает сварной шов перед визуальным контролем качества, для подготовки его под окраску.
 Дробеструйный процесс PEEN FORMING достаточно распространен в авиакосмической промышленности и представляет собой современную дробеструйную технологию для пластичного изгибания поверхностей тонких листовых материалов, выпрямление искажений, выравнивание, текстурирование и формирования плавных изгибов поверхности изделий, с целью создания необходимой аэродинамического кривизны для аэрокосмических конструкций. Кроме того, повышенная аэродинамические гладкость и прочность деталей, сформированных таким дробеструйным способом, позволяет создавать облегченные части авиаконструкций, которые обладают высокой износостойкостью и усталостной прочностью.
Дробеструйный процесс PEEN FORMING достаточно распространен в авиакосмической промышленности и представляет собой современную дробеструйную технологию для пластичного изгибания поверхностей тонких листовых материалов, выпрямление искажений, выравнивание, текстурирование и формирования плавных изгибов поверхности изделий, с целью создания необходимой аэродинамического кривизны для аэрокосмических конструкций. Кроме того, повышенная аэродинамические гладкость и прочность деталей, сформированных таким дробеструйным способом, позволяет создавать облегченные части авиаконструкций, которые обладают высокой износостойкостью и усталостной прочностью.
Принцип процесса «Peen forming» состоит в том, что обработка одной стороны листового изделия вытягивает поверхностные волокна и деформирует обрабатываемую деталь, в результате чего происходит изгибание поверхности детали, необходимое для выравнивания и формовке или придания необходимой аэродинамической гладкости. Метод «пин форминг» широко применяется в авиационной отрасли, например для формирования изгибов крыла воздушного судна.
Виды оборудования для производства SHOT PEENING процесса:
В большинстве случаев дробеструйные установки для этих целей делятся на аппараты дробеметного и пневматического типа.
 В дробеметных установках дробь выбрасывается на поверхность с помощью турбины метательным способом под действием центробежной силы.
В дробеметных установках дробь выбрасывается на поверхность с помощью турбины метательным способом под действием центробежной силы.
Дробеметы обычно используются для обработки однотипных, не сложных по конфигурации деталей, выпускаемых большими сериями и там где по технологии не требуется высокая точность соблюдения параметров упрочнения поверхностного слоя, поскольку точно регулировать отдельные параметры упрочнения и наклепа на отдельных участках сложной по конфигурации детали в дробеметных аппаратах достаточно проблематично.
 В пневматических дробеструйных кабинах и кабинетах дробь выбрасывается с помощью направленной струи сжатого воздуха. Обычно этот дробеструйный тип используется для обработки деталей, требующих достаточно точного соблюдения параметров «Shot peening» процесса. Кроме того пневмораспыление дает возможность настраивать дробеструйную обработку в широком спектре параметров необходимых для процесса, а так же позволяет деликатно обрабатывать все части деталей различных сложных форм и конфигураций.
В пневматических дробеструйных кабинах и кабинетах дробь выбрасывается с помощью направленной струи сжатого воздуха. Обычно этот дробеструйный тип используется для обработки деталей, требующих достаточно точного соблюдения параметров «Shot peening» процесса. Кроме того пневмораспыление дает возможность настраивать дробеструйную обработку в широком спектре параметров необходимых для процесса, а так же позволяет деликатно обрабатывать все части деталей различных сложных форм и конфигураций.
В свою очередь пневматические дробеструйные кабины для «шот пининга» могут быть разных размеров, с разным количеством направленных сопел. Обработка деталей в таких кабинетах может происходить как в продольном направлении движения дробеструйных сопел, так и на вращающихся столах, где деталь закреплена и вращается вокруг своей оси (например шестерня).
ВИДЕО. Дробеструйная кабина BLASTSE CAB AUTOPROG Shot Peening Along для дробеструйной обработки лопаток авиационных турбин >>
В качестве дроби для "Shot-peening", в зависимости от целей и задач , могут применяться различные виды стальной, керамической, пластиковой или стеклянной дроби.
Области применения:
 Сферы применения дробеструйных технологий SHOT PEENING и PEEN-FORMING разнообразны.
Сферы применения дробеструйных технологий SHOT PEENING и PEEN-FORMING разнообразны.
"Shot-peening" используется при производстве и обработке всех деталей, на которые ложится динамическая и постоянная нагрузка, например:
В промышленности:
Детали коробок передач, первичные и коленчатые валы, листовые рессоры и винтовые пружины, торсионы, звездочки, шестерни и шестеренки зубчатых передач, пружины сцепления, детали карданных валов, рычажные механизмы, пружины и детали клапанов, элементы коробок передач, кольца синхронизатора, межосевые дифференциалы, вал-шестерни, оси и осевые чашки, раздаточные и передаточные механизмы, шатуны, подшипники, ролики и опорные поверхности, поршни, поршневые пальцы, пуансоны , буровых штанги, детали буровых станков, бурильный инструмент и др.
В авиационной и космической промышленности:
Лопатки авиационных турбин и другие элементы авиатурбин, лопатки компрессоров, моноколеса, блинги и блиски авиационных винто-вентиляторных двигателей, детали самолетов, шасси и другие ответственные элементы воздушного судна и вертолета, формирование дизайна и обшивки крыла самолета, формирование стрингеров и лонжеронов, придание необходимой геометрии, кривизны изгибов и аэродинамической гладкости.