
Электродуговые металлизаторы (ЭДМ) 300A antiCOR и LD/U2 200A/300A

Электродуговые металлизаторы (ЭДМ) 300A antiCOR и LD/U2 200A/300A - комплекты оборудования для электродуговой металлизации (ARC spray) методом газотермического напыления цинка, алюминия, цинк-алюминия, алюминий-магния. Металлизация электродуговая (Zn, Al) применяется для защиты от коррозии, а так же для восстановления износа путем электродугового нанесения покрытий, таких как Zn, Al, ZnAl15, AlMg5, монель, сталь и их сплавы с целью получения долговечного защитного покрытия, имеющего повышенные антикоррозионные и износостойкие свойства.
 С помощью оборудования для металлизации металла OSU Hessler можно выполнять алитирование и цинкование металлоконструкций в условиях открытых строительных площадок. Процесс металлизации изделий (metalizing) можно производить как в цеху - в процессе изготовления конструкций, так и во время и после монтажа, в полевых условиях.
С помощью оборудования для металлизации металла OSU Hessler можно выполнять алитирование и цинкование металлоконструкций в условиях открытых строительных площадок. Процесс металлизации изделий (metalizing) можно производить как в цеху - в процессе изготовления конструкций, так и во время и после монтажа, в полевых условиях.
Так например, антикоррозионная защита металлическими покрытиями, в том числе электродуговая металлизация цинком (цинк спрей) широко применяется по всему миру для защиты сооружений от коррозии в пресной и морской воде. Современное оборудование для газотермического напыления и для газопламенной металлизации (thermal spray) позволяет металлизировать (покрывать металлом) и защищать поверхности от негативного воздействия агрессивных сред, атмосферных осадков и существенно увеличивать срок службы антикоррозийного защитного слоя.
Комплект электродугового металлизатора 300А antiCOR:
 Стандартный комплекс для металлизации 300-А antiCOR мощностью 300 ампер предназначен для электродугового напыления металла в области антикоррозийной защиты. Комплектация, мощность и надежность аппарата antiCOR 300-А позволяет производить нанесение металлических антикоррозийных покрытий на большие поверхности, такие как мосты, металлоконструкции, резервуары, судовые танки, корпуса кораблей и судов, емкости, выхлопные шахты, дымовые трубы, а так же проводить металлизацию закладных деталей и использоваться как аппарат для напыления алюминия, цинка, цинк-алюминия и их сплавов в помещениях и на открытых местах.
Стандартный комплекс для металлизации 300-А antiCOR мощностью 300 ампер предназначен для электродугового напыления металла в области антикоррозийной защиты. Комплектация, мощность и надежность аппарата antiCOR 300-А позволяет производить нанесение металлических антикоррозийных покрытий на большие поверхности, такие как мосты, металлоконструкции, резервуары, судовые танки, корпуса кораблей и судов, емкости, выхлопные шахты, дымовые трубы, а так же проводить металлизацию закладных деталей и использоваться как аппарат для напыления алюминия, цинка, цинк-алюминия и их сплавов в помещениях и на открытых местах.

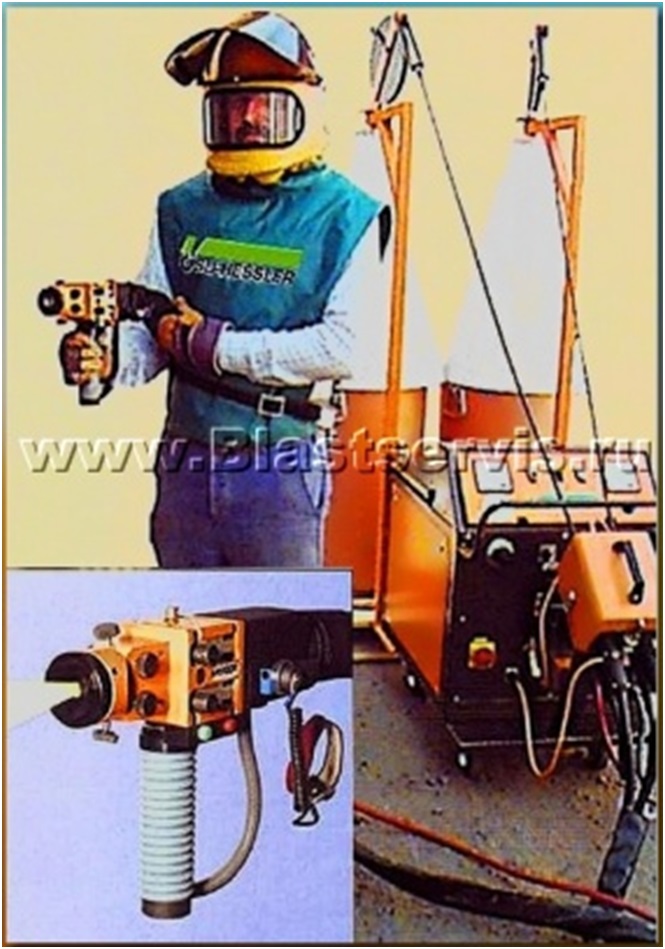
 Аппарат метализации 300-А antiCOR выполнен в металлическом корпусе на тележке с колесами с подачей проволоки из бочек и может быть укомплектован специальным держателем катушек с проволокой (в верхней части корпуса). Металлизатор имеет необходимые приборы для контроля силы тока, напряжения и управления подачи проволоки, а также регулировки давления распыляющего воздуха и фильтр-сепаратор. Принцип работы аппарата: две проволоки, являющиеся электродами, независимо подаются от катушек к приемнику-распределителю, который подает проволоку далее к пистолету по отдельным каналам с тефлоновым покрытием. В пистолете обе проволоки проталкиваются к сопловой части при помощи двух прижимных роликов. Прижимные подающие ролики приводятся в действие мотор-редуктором, расположенным в рукоятке пистолета. В сопловой части две проволоки соединяются и возникает электрическая дуга, расплавляющая проволоку. Подаваемый в сопловую часть сжатый воздух в свою очередь распыляет расплавленный металл по поверхности изделия. Толщина слоя (20 - 30 µм) зависит от диаметра применяемой проволоки и регулируется метализаторщиком скоростью движения пистолета по принципу покраски.
Аппарат метализации 300-А antiCOR выполнен в металлическом корпусе на тележке с колесами с подачей проволоки из бочек и может быть укомплектован специальным держателем катушек с проволокой (в верхней части корпуса). Металлизатор имеет необходимые приборы для контроля силы тока, напряжения и управления подачи проволоки, а также регулировки давления распыляющего воздуха и фильтр-сепаратор. Принцип работы аппарата: две проволоки, являющиеся электродами, независимо подаются от катушек к приемнику-распределителю, который подает проволоку далее к пистолету по отдельным каналам с тефлоновым покрытием. В пистолете обе проволоки проталкиваются к сопловой части при помощи двух прижимных роликов. Прижимные подающие ролики приводятся в действие мотор-редуктором, расположенным в рукоятке пистолета. В сопловой части две проволоки соединяются и возникает электрическая дуга, расплавляющая проволоку. Подаваемый в сопловую часть сжатый воздух в свою очередь распыляет расплавленный металл по поверхности изделия. Толщина слоя (20 - 30 µм) зависит от диаметра применяемой проволоки и регулируется метализаторщиком скоростью движения пистолета по принципу покраски.
Основные технические данные комплекта 300-А antiCOR:
Радиус работы – 10 метров (до 30м – по согласованию)
Электрообеспечение – 3х 400/230 В, 50/60 Гц
Потребляемая мощность – 11 кВт
Выходные параметры – 16-35 В, 25-300 А, постоянный ток
Рабочий цикл - 100% рабочий цикл при 300 А, 34 V
Класс защиты - IP 23
Расход сжатого воздуха – 1.27м³/мин - 1,5 куб.м/мин
Рабочее давление – 5,5 бар
Вес комплекта – ок. 270 кг
Под проволоку – Ø 2,5 мм (под Ø 2мм – по согласованию)
Распыл сопловой части – круглый или овальный (по согласованию)
Минимальная толщина напыляемого слоя за один проход -20-30 µм
Производительность напыления за 1 час – до 30 кг цинка, до 9,6 кг алюминия,
Площадь напыления при толщине 30 микрон – до 70 кв.м за 1 час для цинка
Основные элементы комплекта ЭДМ 300-А antiCOR:
Пистолет распылитель antiCOR с пневмоприводом, с кнопками "СТОП-СТАРТ", один из самых надежных распылителей для металлизации больших поверхностей. Приставка-фидер (блок Push -двигателей) размещенная на консоли аппарата или выносного типа в зависимости от комплектации. Пакет-связка протяжных каналов и управляющих проводов в защитном чехле с фитингами и соединениями длиной 10 м (по согласованию до 30м).
Комплект устройства для работы с проволокой из бочек с бесконечной намоткой. Специальный держатель для проволоки в катушках, располагаемый сверху корпуса аппарата – по согласованию.




Комплекты для электродуговой металлизации OSU LD/U2 200A/300A
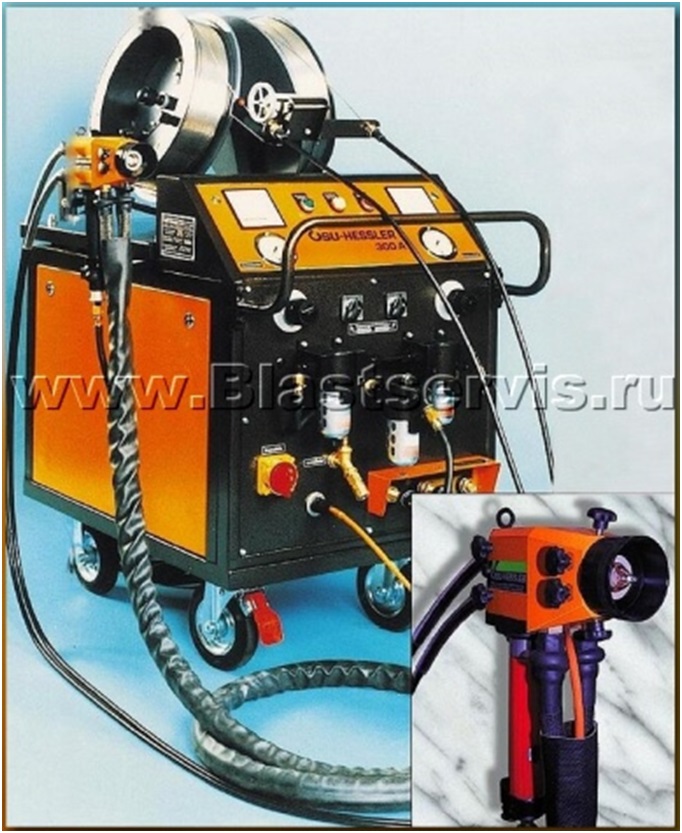 Многоцелевые системы OSU LD/U-2 200A/300A предназначены в первую очередь для антикоррозионных покрытий Zn, Al, ZnAl15, AlMg5, но также могут использоваться для распыления декоративных металлических покрытий, восстановления износа или функциональных изностойких покрытий из монели, сталей, меди, бронзы, латуни и др. При необходимости аппарат может быть в течение нескольких минут переключен на нанесение покрытия из стали, цинка, алюминия и т.п. В системах в качестве стандарта используется проволока для металлизации Ø 2,5 мм, но может применяться и проволока Ø 1,6 или 2,0 мм.
Многоцелевые системы OSU LD/U-2 200A/300A предназначены в первую очередь для антикоррозионных покрытий Zn, Al, ZnAl15, AlMg5, но также могут использоваться для распыления декоративных металлических покрытий, восстановления износа или функциональных изностойких покрытий из монели, сталей, меди, бронзы, латуни и др. При необходимости аппарат может быть в течение нескольких минут переключен на нанесение покрытия из стали, цинка, алюминия и т.п. В системах в качестве стандарта используется проволока для металлизации Ø 2,5 мм, но может применяться и проволока Ø 1,6 или 2,0 мм.
Основные элементы комплекта ЭДМ LD/U2
Многоцелевой стандартный пистолет распылитель LD/ U 2 с открытой или закрытой системой распыления, с соплами для проволоки диаметром 1,6 мм, 2,0 мм, 2,5 мм, с пневмоприводом или опционально с электрическим DC- приводом гарантирует высокий крутящий момент и надежную скорость подачи проволоки.


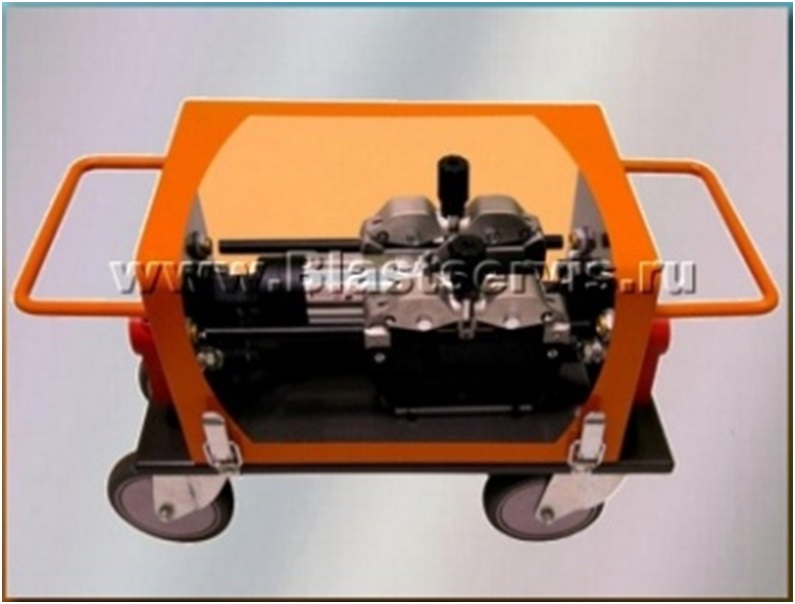

Приставка-фидер (блок Push - двигателей) размещенная на консоли аппарата или выносного типа в зависимости от комплектации (либо без приставки для коротких расстояний – по согласованию). Пакет-связка протяжных каналов и управляющих проводов в защитном чехле с фитингами и соединениями (длина по согласованию). Специальный держатель для проволоки в катушках, располагаемый сверху корпуса аппарата. Комплект устройства для работы с проволокой из бочек с бесконечной намоткой – по согласованию.




Опциональные дополнения (опции): Комплект защитного шлема метализаторщика с защитными пленками и устройством очистки воздуха.




Проволока для электродуговой металлизации в катушках, бочках и бухтах подробнее >>
Расходный зип и комплектующие ( пистолеты-распылители, токосъемные трубки, керамические сопла распыления, тефлоновые трубки, зубчатые ролики подачи и т.п) подробнее >>
ВИДЕО электродуговой металлизации >>
ФОТО РЕФЕРЕНЦИИ ЭДМ
ЭЛЕКТРОДУГОВЫХ МЕТАЛЛИЗАТОРОВ OSU 200A/300A
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Основные преимущества защиты поверхностей методом металлизации:
При нанесении металлических покрытий не происходит нагревания поверхностей свыше 70-100 °C,
 Металлические защитные покрытия, нанесённые электродуговым методом, имеют протекторные свойства самовосстановления.
Металлические защитные покрытия, нанесённые электродуговым методом, имеют протекторные свойства самовосстановления.
При механическом повреждении защитного слоя такие места самозакупориваются окислами металла покрытия,
Антикоррозионные металлические покрытия выдерживают температуры до -60 °C, не отслаиваясь и не разрушаясь, что позволяет использовать ихв различных климатических поясах,
Защитные металлизированные покрытия не содержат органических веществ, что позволяет хранить в обработанных емкостях и резервуарах различные жидкости.
 Правильно нанесенные металлизационные покрытия обладают высокой адгезией к металлу и не отслаиваются от самой конструкции, даже при существенных механических деформациях самой конструкции, металлизированное защитное покрытие держит изгиб при радиусе до двух толщин без отслаивания,
Правильно нанесенные металлизационные покрытия обладают высокой адгезией к металлу и не отслаиваются от самой конструкции, даже при существенных механических деформациях самой конструкции, металлизированное защитное покрытие держит изгиб при радиусе до двух толщин без отслаивания,
Металлизационные покрытия могут применяться для защиты больших поверхностей различных сооружений в местах их эксплуатации и монтажа.
Существенно долгий срок службы металлизированных покрытий, вплоть до 30 лет.
В некоторых случаях элетро-дуговая металлизация является единственным возможным способом долгосрочной защиты конструкций от коррозии и разрушения, поскольку процессы газотермического напыления цинка, алюминия и их сплавов в случае газотермической металлизации, могут производиться в полевых условиях, в отличие от химических методов нанесения металлических антикоррозийных износостойких покрытий, таких как гальванизация, цинкование в ваннах и т.п.